
I. Classification of Storage Bins for Cleaning Equipment
1. Classification by equipment affiliation
These are classified as process buffer storage equipment—auxiliary, custom-built units supporting grain and coarse cereal cleaning lines. While not part of the core sorting machinery (such as air-screen cleaners, gravity separators, or color sorters), they are essential components of the complete cleaning line.
Sub-categories:
1) Integrated small bins (hoppers): Mounted directly above the inlet of the primary cleaning machine as an integral part of the unit;
2) Independent vertical transfer silos: Floor-mounted units positioned between multiple pieces of cleaning equipment, used for batch storage between processing stages.
2. Classification by structural form
Welded square/rectangular bins: Typically used as feed hoppers for individual machines; small capacity;
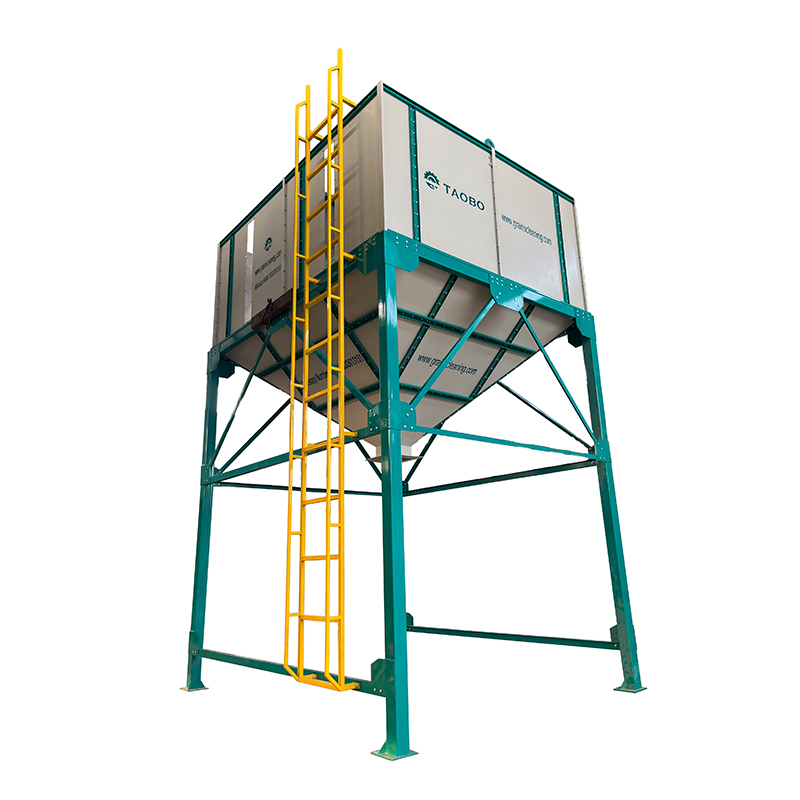
Conical-bottom cylindrical silos: The standard design for process transfer and temporary storage of raw materials or finished products; utilizes gravity discharge;
Flat-bottom storage bins: Used for bulk storage of raw grain; requires auxiliary conveying equipment for discharge.
3. Classification by process location
Raw material intake bins; intermediate process buffer bins; finished product temporary storage bins; waste and impurity collection bins.

II. The Core Role of Storage Bins in the Cleaning Production Line
1. Balancing material intake to stabilize the main machine’s operating conditions (Primary Role)
Fluctuating feed rates from upstream elevators—if fed directly into air-screen cleaners or gravity destoners—cause uneven material bed thickness: excessive material leads to clogging, while insufficient material causes a drastic drop in sorting efficiency.
Storage bins continuously accumulate and discharge material at a steady rate, ensuring a constant feed to the main machine. This maintains a uniform material bed thickness on the screen, stabilizes airflow and material suspension (for gravity separation), and ensures consistent impurity removal and destoning precision.
2. Decoupling upstream and downstream capacities for continuous production
Processing capacities often mismatch between machines (e.g., high-capacity upstream pre-cleaning vs. lower-capacity downstream color sorting). Without storage bins, the entire line would have to slow down to accommodate the slower equipment.
Storage bins act as material buffers, temporarily holding excess upstream material and supplying downstream equipment when capacity allows. This eliminates the need for frequent start-stop cycles while waiting for the line to sync, enabling long-term continuous operation.
3. Batch isolation to prevent mixing of different material varieties
When switching between bean or grain varieties, storage bins can be emptied and cleaned individually. This isolates new batches from old ones, prevents cross-contamination, and ensures product purity—a critical factor for export-grade, precision-sorted materials.
4. Buffering operational timing differences between stages; accommodating packaging/loading
While cleaning machines discharge material continuously, packaging and quantitative filling equipment operate intermittently. Finished-product storage bins hold cleaned grain, allowing the packaging stage to operate independently without needing to synchronize start-stop cycles with the sorting machines.
5. Enclosed dust protection to preserve the purity of cleaned products
Fully enclosed storage bins prevent workshop dust and crop debris from falling back onto the clean grain, safeguarding the results of the cleaning and impurity-removal process. They also reduce airborne dust, thereby improving the workshop’s working environment. 6. Waste collection and centralized discharge
A dedicated hopper collects impurities separated during cleaning—such as soil clods, shriveled grains, broken kernels, and stones of similar size—for centralized removal and disposal, eliminating the need for manual, frequent clearing of the main unit’s discharge outlet.
7. Short-term material buffering and flexible production scheduling
When delivery vehicles arrive in quick succession, the raw material hopper can accommodate an entire truckload at once; this prevents trucks from waiting extended periods to unload and improves the efficiency of on-site logistics and turnover.

III. Applicable Scenarios
1. Grain, Oilseed, and Specialty Crop Cleaning & Processing Lines (Primary Application)
Legumes: Material transfer during cleaning processes for soybeans, mung beans, red kidney beans, pinto beans, chickpeas, and black-eyed peas.
Oilseeds: Buffering before and after the fine processing of sesame seeds, sunflower seeds, peanut kernels, and chia seeds.
Cereals: Temporary buffering during the pre-cleaning and fine-sorting stages for wheat, corn, sorghum, oats, and brown rice.
2. Integration with Mobile Grain Cleaning Units
The modular, assembly-style structure allows for the export of complete cleaning units to overseas farms and specialty crop processing plants (commonly used in Mozambique, Kenya, and South American production regions), enabling rapid on-site assembly and commissioning.
3. Specialized Use in Grading and Color-Sorting Lines
Positioned after gravity destoners and before color sorters to buffer material awaiting fine sorting, or after color sorters to temporarily store finished clean grain, thereby preventing dust re-contamination of the cleaned product.
4. Integration with Small-Scale Grain Collection Points and Drying Lines
Temporary storage after grain intake and buffering before/after drying equipment; ensures uniform feeding into the main dryer unit to prevent clogging or uneven drying caused by sudden, massive in-feeds.
5. Food Ingredient Pre-processing Workshops
Enclosed temporary storage for pre-processing edible specialty crops and baking grains; the sealed structure meets food hygiene and dust-control standards, and level sensors can be installed to enable automated feed interlocking control.
Post time: Jun-12-2026






