
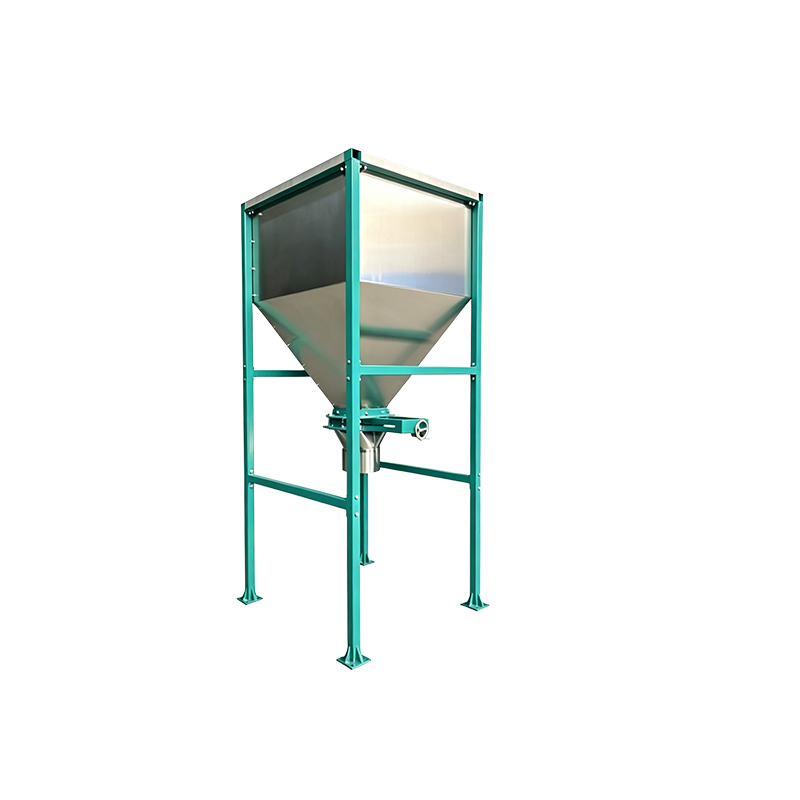
Hebei Taobo Machinery Stainless Steel Square Hopper with Conical Bottom
Equipped with a manual slide gate valve and a green steel support structure; widely used in processing lines for cleaning coarse grains, seeds, and legumes.
I. Structural Components
Hopper Body: 304 stainless steel square-to-conical structure; smooth interior walls prevent material adhesion and facilitate cleaning, ensuring no contamination of grains or seeds.
Support Structure: Load-bearing carbon steel frame with a powder-coated finish; height is adjustable to align with the feed inlets of downstream cleaning equipment.
Bottom Section: Manual slide gate valve; allows for manual adjustment of the opening size to precisely control discharge flow or completely shut off the material supply.
II. Key Functions (in grain cleaning production lines)
Flow Buffering and Balanced Feeding
Receives material from the elevator and absorbs sudden impacts; ensures a stable, uniform feed to downstream equipment—such as air-screen cleaners, gravity destoners, and color sorters—preventing flow fluctuations that could compromise screening accuracy or cause blockages.
Process Buffering and Temporary Storage
Acts as a buffer station between two main processing machines; temporarily stores material when processing speeds differ between upstream and downstream equipment, eliminating the need for frequent line start-stops. The gate valve allows for isolation during brief maintenance of downstream equipment.
Controllable Discharge Rate
The bottom manual gate valve allows for free adjustment of the discharge rate, matching the flow to the processing capacity of downstream equipment to ensure stable feeding and optimize cleaning/impurity removal results.
Dust Containment and Loss Reduction
The enclosed hopper design suppresses dust dispersion, reduces airborne dust in the workshop, and minimizes material spillage losses, meeting environmental standards for coarse grain processing.
Material Homogenization and Flow Stabilization
Material naturally homogenizes as it accumulates within the hopper, preventing the localized concentration of impurities and ensuring a uniform feed into the next cleaning stage.

Functions of Storage Bins in Cleaning Systems
The bins used in grain and coarse grain cleaning lines generally include intake bins, intermediate buffer bins, finished product bins, and pre-screening bins. Their core functions are summarized below:
1. Uniform and stable material supply
They store material and feed it continuously and steadily to downstream cleaning equipment (such as air-screen cleaners, gravity destoners, and color sorters). This prevents fluctuations in incoming flow rates, avoids load instability and degraded screening performance, and ensures consistent cleaning precision.
2. Buffering and flow stabilization
Material arriving from upstream loading or elevators is often intermittent, with sudden spikes in flow rate. Bins act as buffers, absorbing the impact of the material flow. This prevents instantaneous overloads that could cause screen clogging or elevator jams, ensuring a balanced and continuous flow across the entire production line.
3. Temporary storage for continuous production
They allow for the short-term storage of raw materials or semi-finished products, eliminating the need for forced shutdowns when upstream and downstream equipment are out of sync. For example, if upstream unloading pauses, downstream cleaning equipment can continue to operate; conversely, if downstream equipment undergoes brief maintenance, upstream material can be temporarily stored in the bin, thereby improving the overall operational efficiency of the line.

Preliminary material homogenization and flow balancing
As material accumulates and settles within the bin, it undergoes a degree of mixing and homogenization, reducing the localized concentration of impurities. Combined with bottom discharge gates and vibrating feeders, the bins ensure uniform material distribution, preventing uneven screening caused by one-sided feeding.
Dust containment and workshop environment improvement
Enclosed bins suppress dust dispersion and reduce airborne dust in the cleaning section, meeting environmental standards for grain processing while minimizing material loss due to spillage.
Flow diversion and process switching (multi-bin configuration)
Independent bins for various cleaning stages allow for the segregated storage of raw materials, semi-finished products, and substandard materials. This facilitates reprocessing (re-screening) and finished product packaging, enabling flexible switching between production workflows.
Protection of downstream main equipment
Large debris, woven bag strings, and material clumps tend to get trapped at the bin outlet, allowing for easy manual removal. This prevents hard objects from entering the main cleaning machinery, thereby reducing wear on screens and fans and minimizing equipment breakdowns.
This cleaning equipment’s auxiliary hopper is the preferred choice for processing coarse grains, sesame, legumes, and seeds. It is corrosion-resistant, prevents material buildup, is easy to clean, and does not contaminate the product; widely used for buffer and finished-product storage, it is a standard configuration for export projects.
Post time: Jul-16-2026






